
Биринчи бөлүм
Продукт Introduction
Салттуу дизайн концепциясын жана өндүрүш техникасын бузуп, ошондой эле рыноктун тегерек кесилген үйүлгөн кездемелеринин мүнөздөмөлөрүн айкалыштырат, биз өз алдынча тегерек токуу машинабызды иштеп чыктык.
Тиркемелер:
Жууркан, килем, коралл жүнү, бийик үйүлгөн, карагайдан жасалган кездеме, павлин кашемири, PV жүнү, саман кашемир жана кийимдердин бардык түрлөрү.
Техникалык маалыматтар:
Модел: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
Цилиндрдин диаметри: 30-38 дюйм
Ийне өлчөгүч: 14G-32G
Фидер: 12F-32F
RPM: 1-23р/мин
Кубаттуулугу: 4kw, 5.5kw
Үйүлгөн бийиктиги: 4-25, 25-50мм
Экинчи бөлүм
түшүрүү жана орнотуу
Негизги кадрды түшүрүү
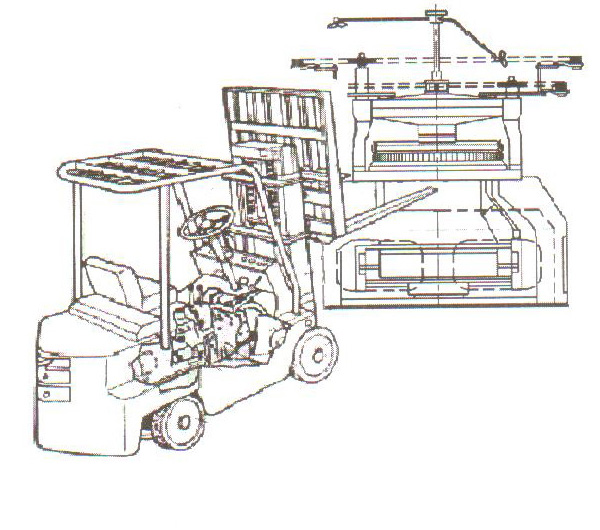
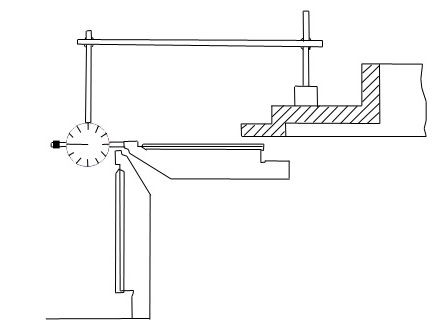
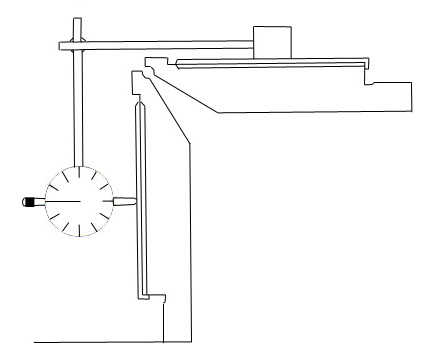
Рамканы түшүрүү үчүн 5 тоннадан ашык жүк көтөргүчтү колдонуңуз, 1-1-сүрөттө көрсөтүлгөндөй ыкма менен,төмөнкү көрсөтмөлөр:
1.Жүк түшүрүүдөн мурун, чүпүрөк орогуч негизги бутка параллелдүү болушу үчүн берүү тутумун кол менен жылдырыңыз (адатта, машиналар жеткирилгенге чейин ушундай абалда болгон).
2. Жүк көтөргүчтүн колун эки түгөй буттун ортосуна жай жүктөңүз жана тигинен ылдыйдан көтөрүңүз (көңүл буруңуз: жүк түшүрүү учурунда машинанын тайгаланып кетишине жол бербөө үчүн кол менен машинанын ортосуна бир аз жыгач блокторду койуңуз)
3.Жүк түшүрүү учурунда машинаны жерден 30-50 см бийиктикте кармаңыз, өңдүү жолдо чуркабаңыз, токтоп же күтүлбөгөн жерден жылып кетпеңиз жана абайлап өйдө-ылдый жарык кылыңыз.
4.Эгер машина кардардын заводуна жеткирилбесе, машинанын нормалдуу колдонулушуна жол бербөө үчүн, дат жана коррозияга кабылбаш үчүн, кургак жана таза жерге коюуну унутпаңыз.
Машинанын абалы жана орнотуу:
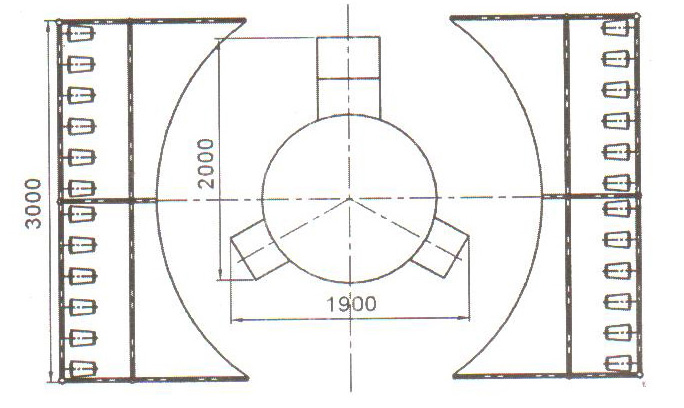
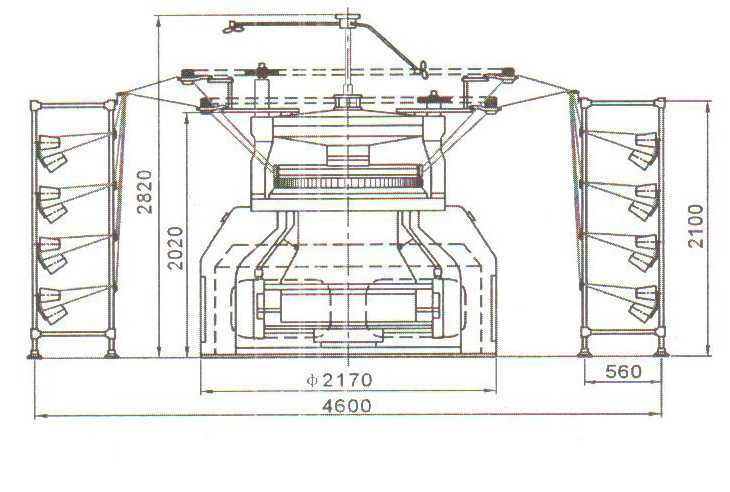
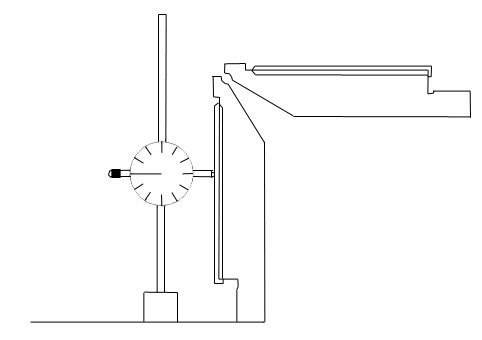
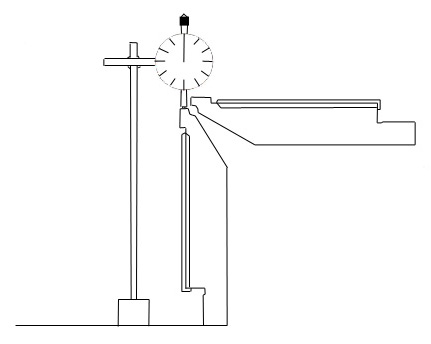
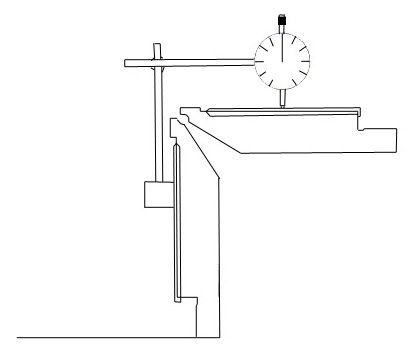
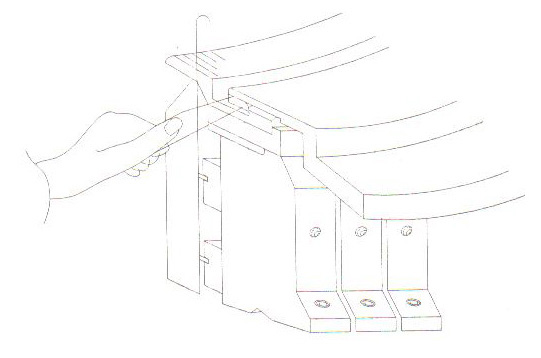
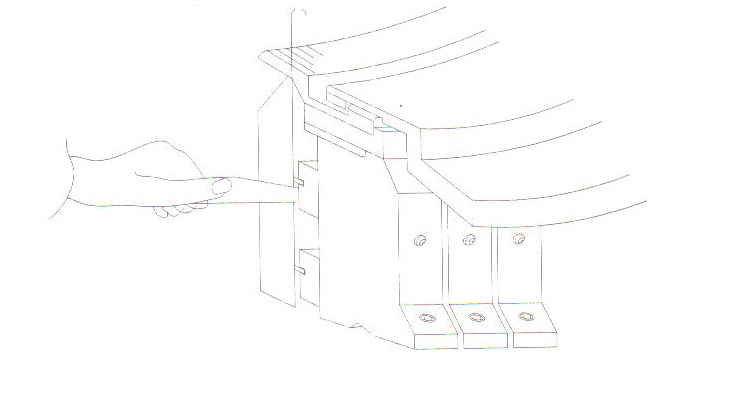
1. Орнотууну бекитүүдөн мурун, 1-2-сүрөттөгү өлчөмгө ылайык орнотуу абалын камсыз кылуу үчүн рамка менен креелдин абалын өлчөңүз.
2. Позицияны орноткондон кийин, машинанын үстүн кылдаттык менен тегиздөө үчүн градиентерди колдонуңуз (каптал катасы 5 ммден ашпасын камсыз кылуу үчүн негизги жана орун басары буттардын бут бурамасын тууралай аласыз)
Криелдин жайгашкан жери жана айкалышы
1.Сүрөт 1-2 өлчөмүнө ылайык креелдин абалын ырастаңыз.
2.Cylindrical мамычаны жана анын трамплинди туташтырыңыз жана креелдин алкагын орнотуңуз
3.Төрт калыңыраак алюминий тилкесин ийинин арткы жагына орнотуңуз (жип түтүк жолду орнотуу үчүн), ал эми калган төрт ичке тилкени ийиктин алдына орнотуңуз (баскыч түзүлүштү орнотуу үчүн)
4.Жип азыктандыруучу алюминий тилкелеринин бийиктиги басуучу алюминийден жогору болушу керек, ошондуктан токуу учурунда жип берүү жылмакай болот, оңой сынбайт.
Алдыңкы алюминий тилкелерине 5.Install басуучу аппаратты орнотуңуз, арткы алюминий тилкелерине creel жип түтүкчөсүн орнотуу.Жипти бербөө үчүн бирдей аралыкты сактаңыз.
Жипти жөнөтүүнүн айкалышы
1.Install жана жип азыктандыруучу creel өзгөртүүлөр жана мамычаларды тууралоо
2.Install чейин тегерек алкакты, чейин жип сактоочу аппаратты жана автоматтык токтотуу аппараттын электр менен жабдуу зымдарын.
3.Install ылдый тегерек алкакты, ылдый жип сактоочу аппаратты жана автоматтык токтотуучу аппараттын электр менен камсыздоо зымдарын.
4.Install өйдө жана төмөн берүү кур.
5.Жогору жана ылдый чаң жыйгычты орнотуп, желдеткичтин абалын тууралоого көңүл буруңуз.
6.Adjust жип алюминий табак
7.Connect автоматтык токтотуу аппараттын күчү.
Үчүнчү бөлүм
Техникалык стандарт жана баштапкы тууралоо
Биздин бардык машина жеткирүү алдында катуу инъекция, жөндөө жана ишке киргизүү иштери аркылуу (бардык машина 48 сааттан ашык иштеши керек)
Техникалык стандарттар
ийне терүү 1.Self planeness
Стандарт≤0,05см
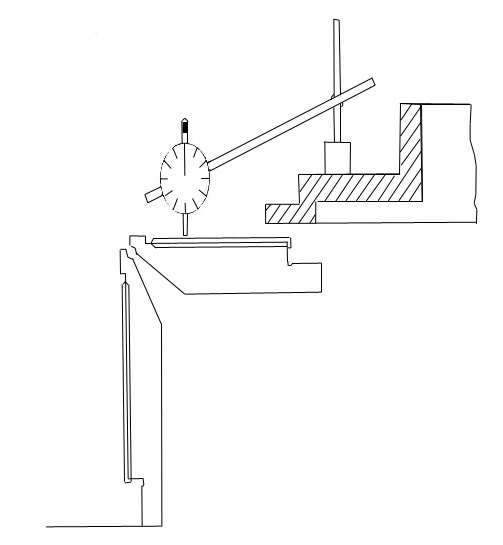
чейин ийне терүү 2.Self roundness
Стандарт≤0,05см
3.Ийне барабанын өз алдынча тегеректүүлүгү
Стандарт≤0,05см
ылдый ийне барабан 4.Self planeness
Стандарт≤0,05см
БУУнун ийне терүү жана ылдый ийне барабан 5.The same planeness
Стандарт≤0,05см
өйдө ийне терүү жана ылдый ийне барабан 6.Same roundness
Стандарт≤0,05см
7.Жогорку камералар менен ийне барабанынын ортосундагы боштук
0,15-0,25 мм
8.Төмөн камералар менен ийне барабанынын ортосундагы боштук
0,15мм-0,25м
Негизги тууралоо
Адатта, биздин машина жеткирүү алдында катуу инъекциядан өткөрүлөт, бирок машинаны көбүрөөк коопсуздукту колдонууга уруксат берүү үчүн, колдонуудан мурун текшерип, жөндөңүз.
1. Мотор дискин текшериңиз
Кубатты туташтырыңыз жана кыймылдаткычтын айдоо багытын текшериңиз, эгерде багыт мотордогу белги менен башкача болсо, мотор зымдарын дароо өзгөртүңүз (мотор терминалынын үч фазасынын экөөсүн алмаштырыңыз).
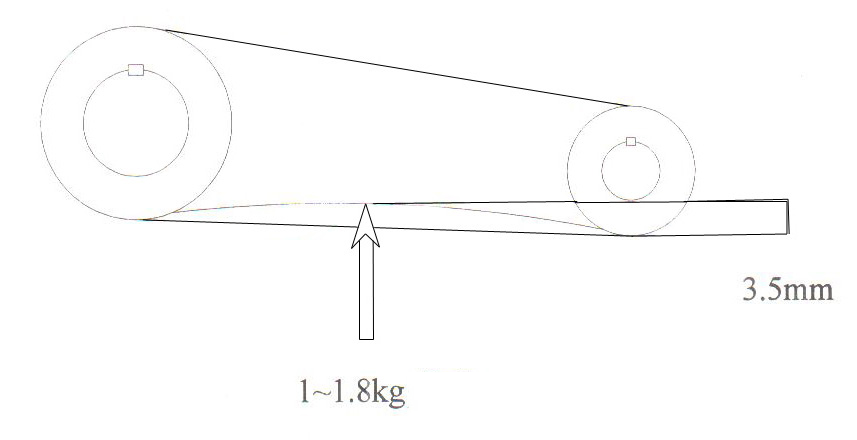
2.Check жана мотор кыймылдаткыч кур жөнгө салуу
Жумуштун алдында мотордун кыймылдаткыч курунун чыңалуусун текшериңиз.Курдун ортосунан 1-1,8 кг күч алыңыз, курдун сызыктуу деформациясын 3,5 ммден аз кылып, талапка жооп бергенге чейин тууралаңыз.Ыңгайлаштыруу ыкмасы: мотордун негизин бекитүүчү буроону бошотуңуз, мотордун чыңалуусун жөндөөчү жибек шляпаны чыңалуусу талапка жооп бергенге чейин тууралаңыз жана буроону бекемдеңиз.
Көңүл буруңуз: алгачкы үч күндө бир жолу текшериңиз, андан кийин үч айда бир текшериңиз.
3.Blowing системасын тууралоо
желдеткич жакшы абалда жайгашкан чейин, үйлөө системасынын желдеткич атайын жөнгө салуу керек.Ошентип, электр кубаты күйүп турганда, желдеткич жиптин ар бир бурчуна үйлө алат.
4.Жипти өткөрүү системасын тууралоо
(1) Алюминий плитасын азыктандыруучу жипти микро жөндөө.
Жип азыктандыруучу алюминий пластинкасынын диаметрин өзгөртүңүз, берүү катышы өзгөрөт жана жипти азыктандыруу көлөмү өзгөрөт.Методдор төмөндө:
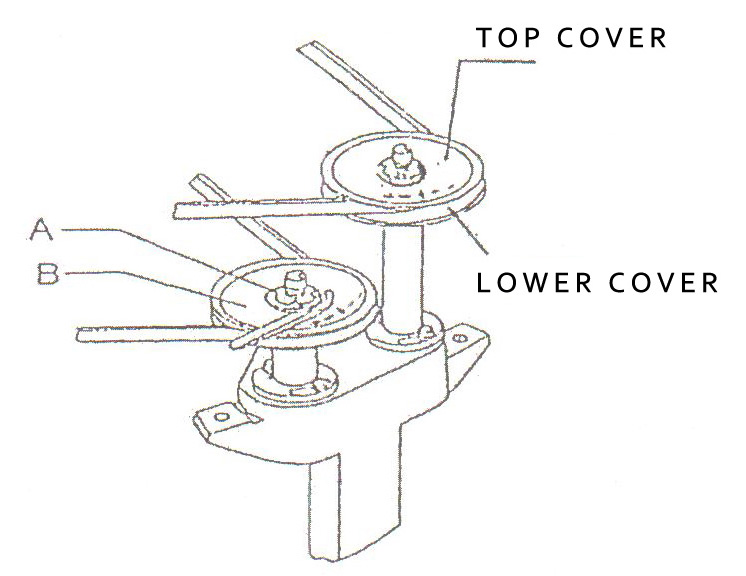
①Биринчиден, жипти берүүчү алюминий табактын үстү жагындагы тегерек гайканы А ачкыч менен бошотуңуз.
②Капкакты “+” багытына айландырыңыз, пластинанын ичиндеги 12 сыдырма дөңгөлөктүн диаметрин чоңойтуп, жип берүүнүн көлөмүн көбөйтүү үчүн сыртка кеңейет.Тескерисинче, “-” абалына айлантсаңыз, жипти берүү көлөмү азаят.Айланууда параллелдүү болуңуз, антпесе сыдырмалар уячадан түшүп калышы мүмкүн.
③жип азыктандыруучу алюминий табак диаметри диапазону болот: 70-202mm
④Телекти тууралагандан кийин, тегерек гайканы кайра бекитиңиз.
(2) Жипти азыктандыруучу өткөргүч курдун чыңалуусун жөндөө
Эгерде кур өтө бош болсо, жипти сактоочу түзүлүш тайып, токтоп калат жана жиптин берилишине таасирин тийгизет.Ошентип, ишке киргизүү алдында жипти берүү өткөргүчтү төмөнкүдөй эң жакшы тууралаңыз:
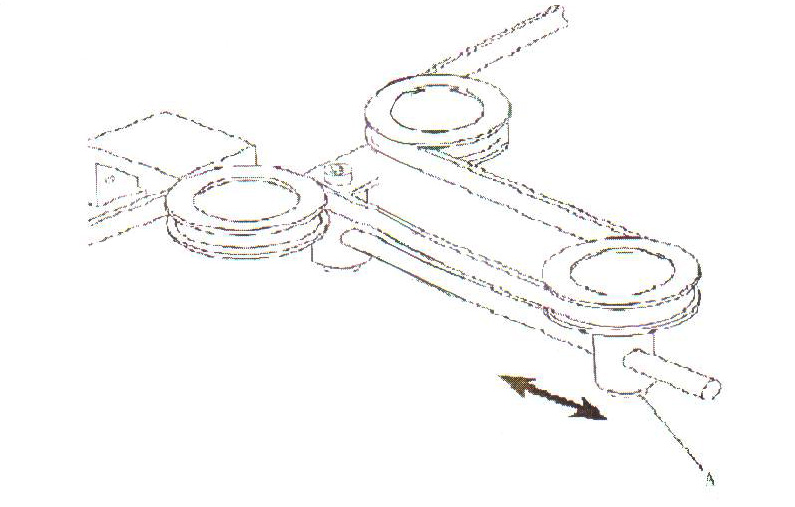
① бураманы бошотуңуз
②Сыдырма дөңгөлөктү сыдырманы бойлой сыртка тартыңыз, жипти сактоочу түзүлүштөгү кайыш чыңалуусу бирдей экенин текшериңиз.
③ бураманы бекитиңиз A
1.майлоочу майлоону текшерүү
Трансмиссия тутумунун жана кездеме прокат тутумунун ар бир бөлүгүн майлоону текшериңиз, эгерде кандайдыр бир нормадан башкача болсо, майлоочу майлоону өз убагында кошуңуз
Төртүнчү бөлүм
Токуу учурундагы кадимки көйгөйлөр
Тешик
· Негизгиси орой жиптен келип чыккан
·Сапатсыз же өтө кургатылган жиптин айынан
·Жипти берүүчү ооздун туура эмес абалы
· Жиптин тартылышы өтө чоң же ийилген чыңалуу өтө чоң
· Катушканын тыгыздыгы өтө жогору
·Токуу чөйрөсү өтө узун, ал эми кездеме өтө жука
Ийне жок
·Жипти берүүчү ооздун туура эмес абалы
· Жиптин тартылуусу өтө аз
·Токуу чөйрөсү өтө узун
·Жипти туура эмес тамактандыруучу ооз тешиги
·Жер үстүндөгү жипти берүүчү ооз өтө бийик
Так феномени
· Тартылган чыңалуу өтө аз
· Кездеменин тыгыздыгы өтө жогору
·Ийне тили бузулган
Ийне тилдин зыяны
·Тамак берүүчү ооздун абалы өтө бийик, өтө алдыда же өтө артта, жип тамак берүүчү оозго кирген-кирбегенине көңүл буруңуз.
Ийне кагылышуу
· Майдын жетишсиздиги же туура эмес колдонуу
·Жиптин сапаты өтө тешиктүү же креел өлчөөчү үчүн жараксыз
· Ылдамдык өтө жогору же кездеменин тыгыздыгы өтө жогору
·Ийне барабаны, ийне терүүчү же камера сынгандыктан
·Трикотаждын оригиналдары жылмакай эмес, таза эмес
· Токума циферблаты менен барабандын ортосундагы ажырым туура эмес
Stripes
·Жиптин беттик тартылышын туура эмес жөнгө салуу
· Жиптин сапаты ар түрдүү
· Басым жүн дөңгөлөктүн туура эмес жайгашуусу
·Төмөнкү жиптин тартылышын туура эмес жөнгө салуу
Бар
· Бычак курч эмес
·Бычакта чаң өтө көп, бычактын илгичи өтө бекем
· Майдын жетишсиздиги, майдын көлөмү өтө аз
Бешинчи бөлүм
Техникалык тейлөө
Заманбап токуу машинасынын жогорку ылдамдыгы жана жогорку тактыгы техникалык тейлөөнүн жогорку талабын талап кылат, ошондуктан биздин компания күнүмдүк иштин кээ бир тейлөө ыкмаларын олуттуу түрдө жалпылап берди, кардарлар машинанын эң жакшы абалда иштеши үчүн сунуштарды аткара алат деп үмүттөнөбүз.
Машинаны алгачкы колдонуу жана тейлөө
1.When машина орнотуу аяктады жана өндүрүштү баштаганда, ылдамдыгы өтө тез болушу мүмкүн эмес, биринчи жумада 20 саат бир күн ичинде), 10r / мин ичинде ылдамдыгын сактоо.бир жумадан кийин, акырындык менен нормалдуу ылдамдыгын тууралоо
2.Биринчи ай иштеп чыгуу мезгилине таандык, бир айдан кийин машина майын машинанын майын алмаштырып, ар бир үч айда алмаштырып турат.
3.Машинанын майын май тегиздөөчүнүн 1/2-2/3 бөлүгүндө кармап туруңуз, май жетишсиз болгондо өз убагында жеткирип туруңуз, эскирүүчү пластинкага зыян келтирбөө жана машинанын кулпуланышына себеп болот.
Күн сайын тейлөө
1. Токуу бөлүгүн жана пакеттөөчү аппаратты таза кармоо үчүн, ар бир сменада жиптин жипине жана машинанын бетине чапталган чаңды тазалаңыз.
2.Check автоматтык токтотуу аппаратты жана коопсуздук аппаратты ар бир сменада, кандайдыр бир нормалдуу, оңдоо же дароо алмаштыруу бар болсо.
3.Check жип азыктандыруу аппаратты ар бир сменада, кандайдыр бир анормалдуу бар болсо, дароо аны тууралоо
4.Check машина май күзгү жана танкер мунай деңгээл түтүк
Апталык тейлөө
1.Clean жип азыктандыруу Speed алюминий табак, жана табактагы чаң запасын тазалоо
2.Check берүү кур чыңалуу нормалдуу, жана берүү туруктуу
3.Check кездеме прокат машинанын айлануусун
Ай сайын тейлөө
Чаңды тазалоо үчүн, бардык камераны 1.Remove
2.Clean чаң чыгаруу желдеткич жана шамалдын багыты туура экенин текшерүү.
3.Баардык электр жабдууларынын чаңын тазалаңыз
4.Баардык электр жабдууларынын иштешин карап көрүңүз, анын ичинде автоматтык токтотуу системасы, коопсуздук сигнализациясы, текшерүү системасы)
Жарым жылдык тейлөө
1.Бардык ийне терүүчү жана ийнени тазалоо, бардык ийнелерди текшерүү, эгерде кандайдыр бир зыян болсо, дароо өзгөртүңүз
2.Clean май брызги машина жана мунай тоскоолдуксуз же жокпу, текшерүү
3.Clean жана жип сактоо аппаратты текшерүү
4.Мотор жана берүү системасынын чаңын жана майын тазалаңыз
5.Май калдыктарын чогултуу тоскоолдуксуз экендигин текшериңиз
Жылдык тейлөө
1. Токуу компоненттери токуу машинасынын жүрөгү, бул кездеменин сапатын түздөн-түз камсыз кылуу, о, чындыгында токуу компоненттерин сактоо маанилүү
2.Clean ийне оюгу, токуу кездемеге чаң качуу үчүн.ыкма: жипти сапаты төмөн же калдык жипке алмаштырыңыз, машинаны жогорку ылдамдыкта ачып, цилиндр аркылуу көп сандагы майды сайыңыз, май куюу учурунда майдын калдыктары оюктан толук чыкканга чейин иштеңиз.
3.Чеке бузулган ийне барбы, эгер ооба болсо, аны дароо өзгөртүңүз;кездеме сапаты өтө начар болсо, анда бардык жаңыртуу же жокпу, ойлонуп көрүш керек.
4.Cilinder оюгу бирдей аралыкта же жокпу, текшерип (же кездеме бетинде тилкелер бар же жок экенин текшерүү), ийне оюгу дубалы бекем же жокпу.
5.Cams эскирүү абалын текшерүү, жана орнотуу абалы туура, жана бурамалар бекем же жокпу, текшерүү
6.Check жана ар бир жип тамактандыруу ооз абалын туура, кандайдыр бир зыян бар болсо, дароо өзгөртүү.
7.Check ар бир тар камера орнотуу абалын, ар бир кездеменин узундугу бирдей экенин камсыз кылуу үчүн
Майлоо жолу, май жана майлоо
1.Lubricating жолу жана май
(1) Күн сайын терүүчү жана кездеме прокаттоочу машинаны текшериңиз, эгерде май 2/3төн аз болсо, май кошуңуз.N10#-N32# машина майын колдонуңуз.Жарым жылдык тейлөө болгондо, май чаңы бар болсо, дароо алмаштырыңыз.
(2) Цилиндрдин негизин ай сайын текшерип, май кошуп, №3 литий майлоочу майды колдонуңуз
(3) Ар бир жарым жылда тейлөөдө, ар бир берүү аюуну текшерип, май кошуп, №3 литий майлоочу майды колдонуңуз.
(4) Токума тетиктерин майлоодо токуу майы (анын ичинде Injection машина майы) колдонулушу керек, мисалы Англия Waker жогорку ылдамдыктагы тегерек токуу машинасынын майы.
2. Майлоо
Майдын түрүн жана ар бир тетиктин майлоо убактысын жакшы билиңиз, бардык машинаны белгиленген убакытта белгиленген май жана белгиленген доза менен майлоо мүмкүн экенине ынаныңыз.
Токтоп калуу жана мөөр басылган ойлор
Машинаны тейлөө жана кам көрүү жарым жылдык тейлөө процедураларына ылайык жүргүзүлүшү керек, адегенде токуу бөлүктөрүнө майлоочу май кошуп, андан кийин токуу ийнесине дат каршы майын кошуп, акырында машинаны ийне майына сиңип калган брезент менен жаап, кургак жана таза мөөр басып коюу керек. жер.
Техниканын аксессуарларын жана запастык бөлүктөрүн сактоо
Жалпы колдонулган жана тез эскирүүчү бөлүгү үчүн нормалдуу резерв өндүрүштүн үзгүлтүксүздүгүнүн маанилүү кепилдиги болуп саналат.Сактоо чөйрөсү салкын, кургак жана температуранын бир аз айырмасы болушу керек, үзгүлтүксүз текшерүү да зарыл.
Сактоо ыкмасы төмөнкүдөй:
цилиндр ийне жана ийне терүү 1.The сактоо
Адегенде цилиндрдин ийнесин тазалап, андан кийин урунуп жана деформация болбош үчүн аны машина майы жана май чүпүрөк менен ороп койгон жыгач кутуга салыңыз.Колдонууда кысылган абаны цилиндр ийнесинин ичиндеги машинанын майын алып салуу үчүн колдонуңуз, андан кийин ийне майын кошуңуз.
2. Камераны сактоо
Камераны классификациялап, дат басып калбаш үчүн кутуга сакталган кампага салыңыз жана дат басып кетпеш үчүн дат басуучу май кошуңуз.
3. Токума ийнесин сактоо
(1) Жаңы токуу ийнеси түпнуска таңгак кутусуна салынышы керек жана мөөрдү алып салбаңыз.
(2) Эски токуу ийнеси таза болушу керек, текшерип, бузулганын тандап, классификациялап, дат басып калбаш үчүн ийне майы менен сактоого коюу керек.
Электр бөлүктөрүн тейлөө
1. Тейлөөнүн маанилүүлүгү
Трикотаж машинасынын схемасы так электрондук тетикти — инверторду камтыйт.Практикалык колдонмолордо айланадагы температура, нымдуулук, титирөө, чаң, жегич газдар жана башка экологиялык факторлордон улам инвертордун ишенимдүүлүгү жана кызмат мөөнөтү начар таасир этет.туура сакталган болсо, ишенимдүүлүгүн камсыз кылуу үчүн гана эмес, ошондой эле кызмат мөөнөтүн узартуу үчүн, ошондой эле мезгил-мезгили менен иштебей калган өндүрүштүк жоготууларды азайтат.Ошондуктан инверторду жана перифериялык схемаларды үзгүлтүксүз тейлөө зарыл.
2.Инвертордун жана перифериялык схемаларды текшерүү
Иштеп жаткан инвертор жана башкаруу схемалары үчүн, адатта, төмөнкү текшерүүлөрдү жүргүзүү керек:
(1) Курчап турган чөйрөнүн температурасы: Жалпысынан нормалдуу - 10 ℃ ~ + 40 ℃ диапазону, 25 ℃ же андан да көп.
(2) Инвертордун кириш чыңалышы: нормалдуу диапазон 380V±10%.
(3) Электр кутусунун ички тазалыгын сактоо үчүн чымынды үзгүлтүксүз тазалоо, башкаруу кутучасындагы чаң, сменаны алмаштыргандан кийин күнүнө бир жолу тазалоону сунуштады.
(4) Май карыган зымдарды тездетет, эгерде ичиндеги электр кутучасы кокусунан майга кирип кетсе, өз убагында тазалап койсоңуз.
(5) Электр кутусунун вентиляторун үзгүлтүксүз текшерип туруңуз, эгер бузулса, электр кутусунун ички температурасы өтө жогору эмес экенине ынануу үчүн өз убагында алмаштырыңыз.
3.Үзгүлтүксүз текшерүү
Жылдык жабдууларды капиталдык оңдоо убактысын колдонуп, инвертордун ички битине текшерүүгө көңүл буруңуз.
(1) Үзгүлтүксүз техникалык тейлөө жасап жатканда, инвертордун DC автобусунун кубаттуулугу индикатору өчүп калганга чейин, адатта, бир мүнөттөн ашык (инвертордун кубаттуулугу чоңураак, күтүү убактысы ошончолук көп) иштөөдөн мурун электр энергиясын өчүрүү керек, андан кийин операция.
(2) Инвертордун тышкы капкагын чечип, инвертордук схеманы жана ички IGBT модулдарын, киргизүү жана чыгаруу терминалдарын жана башка бөлүктөрүн чаң соргуч менен тазалаңыз.Платадагы кир жерлерди тазалоо үчүн атайын тазалоочу каражаттар менен кебез кездемени колдонуңуз.
(3) Инвертордун ички коргошун зымынын изоляциясында коррозия же сынган издер бар-жогун текшериңиз, табылгандан кийин дароо тазалап же алмаштыруу керек.
(4) Термелүүдөн, температуранын өзгөрүшүнөн жана башка таасирлерден улам, инвертордун кээ бир кысуучу агрегаттары, мисалы, бурамалар дайыма ийкемдүү болуп калат, бардык бурамдарды кайра бекемдөө керек.
(5) Кирүүчү жана чыгуучу реакторлор, трансформаторлор ж.б. ашыкча ысып кеткендигин, агып кеткендигин, изоляциясынын бузулгандыгын, түсүн өзгөртүп, күйүп же жыты бар экендигин текшериңиз.
(6) Электролиттик конденсаторду чыпкалоочу ортодогу DC чынжырынын сыйымдуулугун жана зарядды разряддоо көрсөткүчтөрү жакшы экендигин текшериңиз, сырткы көрүнүшүндө жаракалар, агып кетүү, шишик ж. , жана беш жылдан кийин аны алмаштырыңыз.
(7) Муздатуу желдеткичинин иштеши жакшы абалда экендигин текшериңиз, анормалдуу ызы-чуу табылса, анормалдуу титирөө дароо алмаштырылышы керек.Болбосо инвертор ысып кетет жана инвертордун иштөө мөөнөтүнө таасирин тийгизет.желдеткич алмаштыруу цикл жалпысынан 2-3 жыл.
(8) Инвертордун изоляция каршылыгын текшерип, нормалдуу диапазондо (бардык терминалдар жана жер терминалы) текшериңиз, сиз мегаметрди схеманы өлчөө үчүн колдоно албайсыз, антпесе бул схеманын электрондук компоненттерине зыян келтирет.
(9) R, S, T инвертор терминалынын кабелин электр учу менен ажыратыңыз, U, V, W инвертер терминалынын кабелин мотор учу менен ажыратыңыз, кабелдин ар бир фаза өткөргүчүнүн ортосундагы изоляцияны өлчөңүз жана мегаметр менен корголгон жерге туташтырыңыз талапка жооп берүү, нормалдуу 1MΩ жогору болушу керек.
(10) Тейлөө иштери аяктаган инверторду ишке киргизүүдөн мурун, инвертор мотор менен жүктү бош туруп, бир нече мүнөт сыноодон өткөрүп, мотордун айлануу багытын ырасташы керек.
Посттун убактысы: 20-2022-жыл